


【荷兰格罗宁根大学案例】利用德国CINC连续离心萃取器实现两相生物催化连续反应
间歇生产是精细化学品制造的最新技术,因为使用的反应器针对不同的工艺表现出了多用性。然而,使用间歇反应器有一些巨大的缺陷:对于大批量生产,必须进行多次间歇运行,这常常导致不同批次间产品的质量和性能不稳定。此外,生产率往往低于专用的连续反应器,而且因为其劳动密集型的特点,导致维修成本非常高。然而,连续工艺对此则表现出了巨大的优势。此外,在小流量反应器中的连续生产对于使用或生产高毒性和/或爆炸性物质的反应非常有利。
基于这一分析,许多科研小组已经开始研究过程强化的概念,其目的是发展小型反应器或将反应器与分离相结合。这一领域最突出的研究无疑是微反应器的使用。Poechlauer和他的同事们最近报道了使用微结构反应器进行吨级的Ritter反应。和田和吉田报道了微反应器中格里纳德交换反应的中试规模生产。还有学者研究了酶作为催化剂在微反应器中的应用。Ley和Baxendale发表了一系列论文,描述了微反应器中的串联反应,其中试剂以固定的形式存在。
连续流反应器中的串联催化原理是一个非常有趣的问题。为了整体高效,每一级反应器中都要达到高转化率。然而,并没有多少反应其速度快到可以用在微反应器中,因为微反应器的停留时间通常只有几秒。此外,这些概念中的反应器并不总是容易放大到吨级。荷兰格罗宁根大学的Gerard N. Kraai等学者使用实验台规模的德国CINC连续离心萃取器系统研究了化学和生物催化反应,取得了重要的成果,并于2008年发表在《Angewandte Chemie》杂质上(Angew. Chem. Int. Ed. 2008, 47, 3905 –3908)。
该装置是一种接触式连续离心萃取器(CCS),只有实验台规模大小,用于油水分离(如清理溢油)、连续萃取发酵产物(如青霉素和苯丙氨酸)以及在原子废物工业中用于提取和净化放射性废物。图1展示了CCS的结构示意图。该装置实质上是一台离心机。在转子外部与外壳体内部的小环形混合区引入了不互溶的液液两相。在这里,两相之间发生了非常高效且快速的混合,非常有利于两相催化反应。而后分散相被吸进离心机,在那里两相逐步但非常有效地分离,同时向上移动,之后通过不同的出口离开设备。
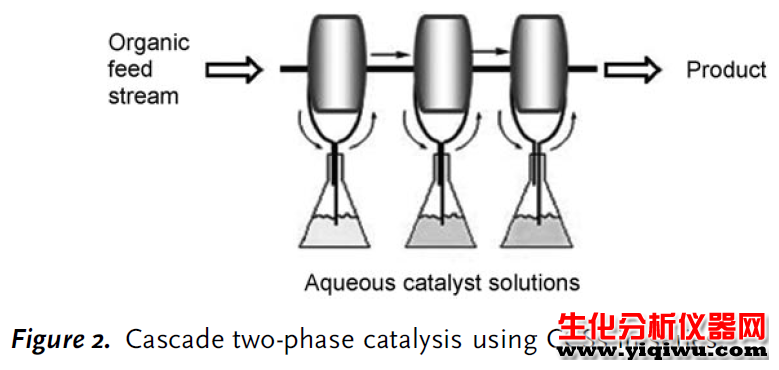
之前还没有报道使用CCS作为化学反应器。此离心机可以用于在间歇模式下连续地从蔗糖的酶转化过程中分离出聚合产物(右旋糖酐)。在液液两相(催化)反应中使用CCS具有潜在的吸引力。在这种情况中,环形区域作为反应器,离心机作为液液分离器。de Bellefon和Claus等学者报道了流动装置中的两相催化,但没有完整的相分离。Ryu和他的同事报道了一个微反应器中的两相Heck反应,其中含有钯催化剂的相是离子液体。在这种情况下,催化剂的分离和回收是完全结合的。通过连接一系列这样的设备,使用不同类型催化剂的串联催化在原则上是可能的,如图2所示。
作者测试了CCS对葵花油连续生产生物柴油的效率。该反应是典型的液液催化反应。在高温(60℃)下,以葵花油和6倍摩尔过量的甲醇为实验对象,使用碱性催化剂(NaOMe,1% w/w相对于葵花油)。CCS配备了加热套,以确保等温条件。葵花油被预热到60℃,并以12.6 mL/min的流速泵入CCS的一个入口,然后以3.1 mL/min的流速将MeOH中的NaOMe溶液泵入另一个入口。约40分钟后,体系达到稳定状态,含有部分残留葵花油的脂肪酸甲酯(FAME)以轻相形式析出,而重相为MeOH中的甘油溶液。调节不同的离心速度,在这些条件下FAME的收率最高可达到96%(图3)。
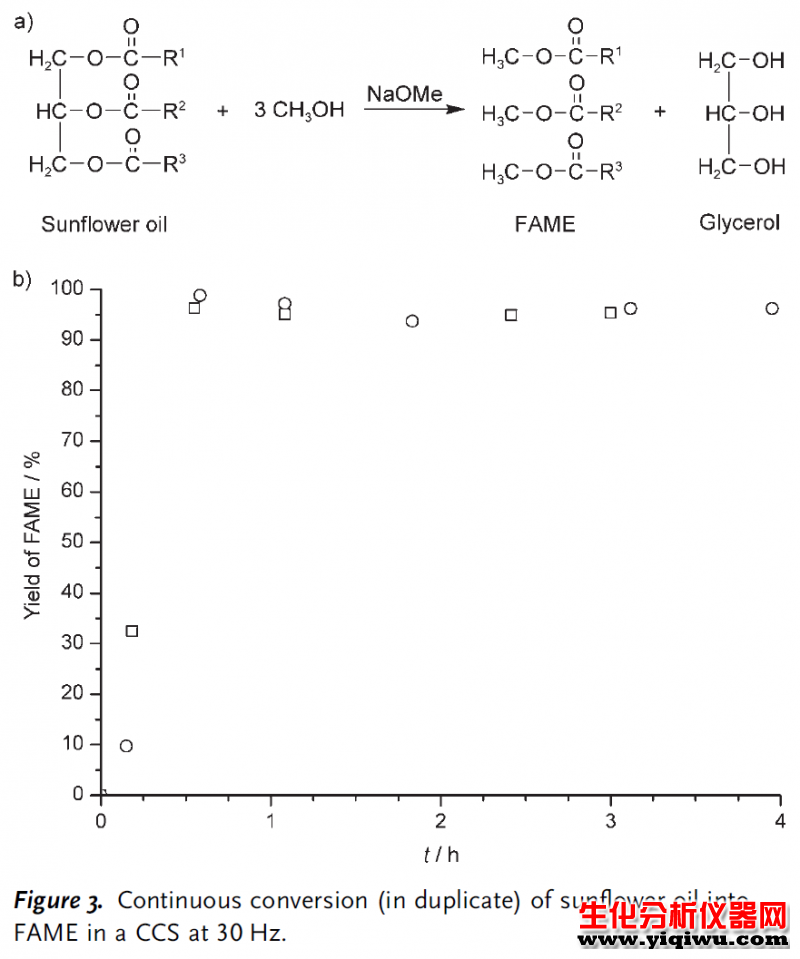
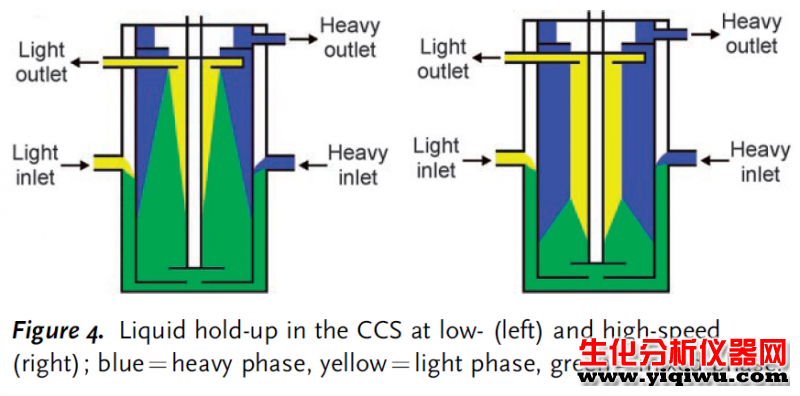
转速为30 Hz时转化率达到最大值。以更高速度旋转的离心机在分离时所增加的功率会导致发生反应的混合相体积减小(图4)。当离心机转速降低时,混合过程的效率降低,导致分散相液滴的平均尺寸增大,从而降低了传质速率和转化率。
利用所确定的最佳工艺条件,以61 kg/m3· min的产率生产生物柴油,比典型间歇法42 kg/m3· min的产率更高。此外,目前的工艺效率更高,因为没有单独的分离步骤,可以省去不同批次之间的反应器清洗步骤。
接下来,作者研究了用CCS进行酶催化转化的潜力。大多数酶在水环境中功能最佳,因此是在CCS中测试的理想催化剂。由于酶很容易受到剪切力的破坏,因此采用低混合底板的CCS。该底板与离心机周围的保护筒连接,从而避免了进入的液体与旋转离心机直接接触。以油酸和1-丁醇为模型反应,研究了Rhizomucor miehei脂肪酶催化油酸与1-丁醇的酯化反应(Scheme 1)。
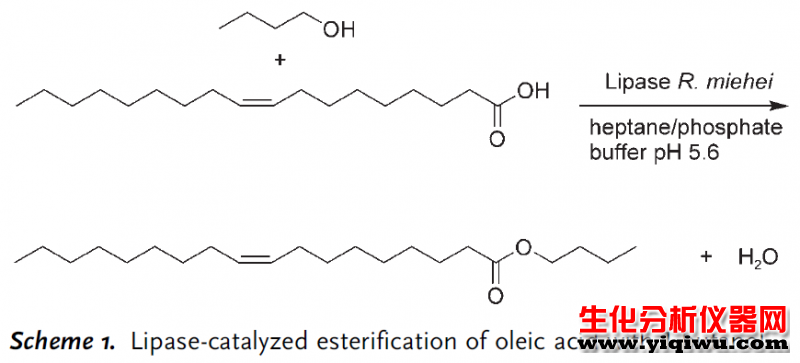
脂肪酶催化油酸和乙醇的反应已经为人所知,但作者发现用1-丁醇代替乙醇所得到的转化率要高得多。另外,作者还介绍了用青霉菌coryophilum的粗提取物在胶束体系中将丁醇和油酸酯化的方法。在间歇模式下,尽管存在大量过剩的水,这个反应仍然完全转化。据推测,该反应是由反应物的亲脂性引起的。在第1组系列实验中,使用了一种有机相,组成为庚烷中油酸(0.6 mol/L)和1-丁醇(0.9 mol/L)的混合物。
水相由在pH=5.6的磷酸盐缓冲液中的R. miehei脂肪酶(1 g/L)溶液组成。作者首先研究了两相流量和离心机转速对转化率的影响(图5)。在这些条件下,作者发现转速为40 Hz,两相流量均为6 mL/min时达到了最高的稳态转化率(70%)。转化率显示了与每相流量相关的一个明显的最大值。在较低的流速下,CCS中以混合相为代价进行了更有效的相分离,其效果可与高转速相媲美。在较高的流速下,CCS中的停留时间过短,也会导致转化率降低。在这种特殊情况下,每相的最佳流速为6mL/min。与生物柴油的情况相似,离心机转速对油酸的转化率有着较大的影响,最优值为40 Hz。
使用上述确定的最佳条件,在较高的酶负荷下(3.0而非1.0 g/L)进行脂肪酶催化酯化反应(图6)。大约2小时后,转化率变得相当稳定并在78~87%之间波动,平均82%,重复性良好。
在之前的实验中,酶溶液均为单次使用。为了提高酶的循环次数,作者进行了酶溶液连续循环和有机相部分循环的实验。有机相回收率为90%,油酸转化为油酸丁酯的转化率接近80%(图7),反应器在此模式下运行了13h,每克酶可产生486 g油酸丁酯。虽然随着时间的推移转化率会有所下降,但考虑到离心机的高速运转,可以认为酶在这段时间内保持了显著的稳定性。酶的稳定性仍然是未来发展的关键问题。图7中观察到的催化剂失活可能有许多不同的原因:最有可能的假设是,作为酶抑制剂的有机组分在水相中积累。这一假设目前正在求证中。
实验结论
Ø 在实验台规模大小的德国CINC连续离心萃取器中进行连续的化学和生物催化转化是可能的,也是非常有利的;
Ø 即使在目前可以放在通风柜里的低成本设备中,也有可能在几天内生产100 kg的化学品;
Ø CINC连续离心萃取器为已经成熟商业化的连续反应分离器,具备很好的规范性和通用性。随着CCS大规模投入市场,利用两相催化连续生产吨级精细化工产品的前景将变得十分广阔。
一正科技简介
作为荷兰Chemtrix微通道反应器(适合液液气液快速反应),英国AM连续多级搅拌反应器(适合气液固多相慢反应),瑞典SpinChem旋转床反应器(酶催化,固定化酶,催化剂需要回收的反应),澳大利亚CSIRO催化剂固定化连续反应器(适合催化剂固定的连续流反应),比利时Creaflow光催化反应器(气液固光催化反应),英国C-Tech电化学连续反应器,英国Nitech连续结晶器,德国CINC连续萃取分离器,英国AWL连续过滤器在中国区的独家代理商和技术服务商,深圳市一正科技有限公司为广大高校和企业提供连续合成、在线萃取、连续结晶、在线过滤干燥、在线分析等整套连续工艺解决方案。
公司与复旦大学、南京大学、中山大学、华东理工大学、南京工业大学、浙江工业大学、河北工业大学等高校研究机构合作成立微通道连续流化学联合实验室,致力于推动连续流工艺在有机合成、精细化工、制药行业、能源材料、食品饮料等领域的应用,合作实验室可以为客户的传统间歇釜式工艺在连续流工艺上的转变提供工艺验证、连续流工艺开发工作,促进制药及精细化工企业由传统间歇工艺向绿色、安全、快速、经济的连续工艺转变。
公司与荷兰Chemtrix B.V.在浙江台州、江苏南京合作组建了连续流微通道工业化应用技术中心(以下简称“工业化技术中心”),旨在打造集连续流微通道工艺开发、中试试验、工业化验证、技术交流于一体的综合性连续流微通道应用技术服务中心,以为广大生物医药企业、化工类企业提供专业、完善的智能化连续流工艺整套系统解决方案及一流的技术服务方案。